今日は、フライスでロッドのヘッドに溝加工をしました。
旋盤のチャックをフライスのテーブルに固定して、
ロッドをチャックでしっかりクランプ。
通常、エンドミルの切り込み量は、
エンドミルの径の半分。
今回は、径12mmのエンドミルなんで、
6mmまでOK。
ってことで、少し少なくして5mmにして、
切削開始。
エンドミルの刃がロッドのヘッドに当たった瞬間、
異音とともにロッドが回転!?
チャックから外してみると、

クランプしている部分が細かった為に、
ロッドが回ってしまいました。
まさに、歯車のようになってしまった(>_<)
セオリーでは、切り込み量は、エンドミルの半径までOKなんですが、
クランプの仕方によっては、もっと減らさなければダメでした。
対策として
そこで、今度は、切り込み量を1mmにして削ることに。
今度は、切削時にロッドを回そうとする力よりも、
クランプする力が勝った為しっかりと切り粉が出るように。
後は必要な深さまで繰り返しで削りました。



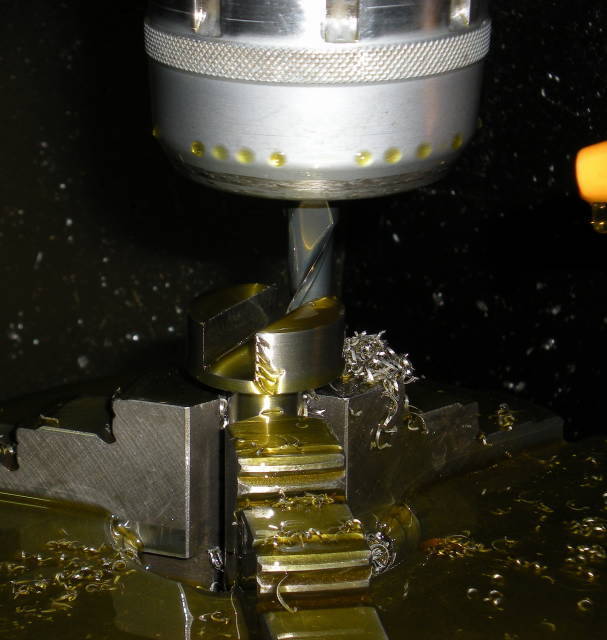
こんな感じに削ることができました。
切削時は、油を常時かけて切削しました。
ちなみに、傷のついた部分は、公差がうるさくないので、
旋盤で外周を一皮向いてOKにしちゃう予定です。
エンドミルの方は、刃先がボロボロに・・・。
もう仕上げ削りに使うことが出来ません(>_<)
クランプする径よりも切削する位置の径の方が大きい場合には、
切り込み量に注意してみてください。